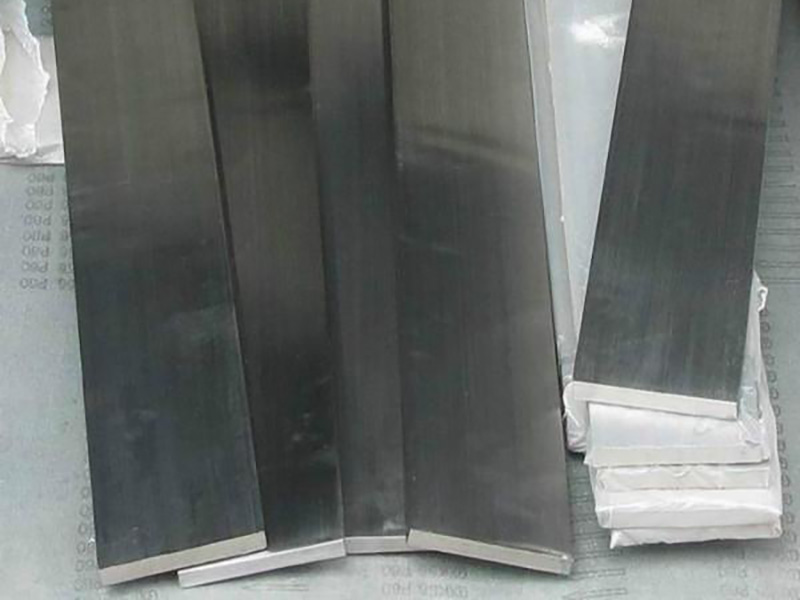






After the hot-dip galvanized steel products have been transported for a long time, it is found that a large amount of white or gray powder appears on the originally bright and smooth surface of the product, the product turns black, and even rust spots appear in serious places. In fact, when the newly-plated hot-dip galvanized parts are stored and transported in a humid and poorly ventilated environment in a close-packed manner, white or gray powdery corrosion products will be formed on the surface of the coating. This corrosion product is Commonly referred to as white rust.
Generally speaking, when the amount of white rust on the surface of the galvanized parts is not much, it will not affect the anti-corrosion performance of the coating, and it will gradually disappear as the surface of the galvanized parts dries. However, if the transportation or storage method is improper, the white rust may also become serious, which not only affects the appearance of the product, but even reduces the service life of the galvanized parts.
The occurrence of white rust on the hot-dip galvanized layer has long been a problem affecting the quality of galvanized products and projects. It is the focus of debate on product and project quality acceptance, and galvanized manufacturers and construction units are often troubled by this. In this paper, through the analysis of hot-dip galvanized products with white rust, the mechanism of white rust on hot-dip galvanized steel is discussed, and the prevention and treatment measures are proposed.
Cause Analysis of White Rust
1. Corrosion product analysis
Observe the products with white rust, and gently grind away the corrosion products with fine sandpaper on the parts with slight white rust, and measure the polished surface with a magnetic thickness gauge, and it is found that there is still a thick enough hot-dip galvanized layer to protect steel base. However, using the above method to measure the severely corroded and red rusted places, it is found that the coating is almost completely consumed, and the hot-dip galvanized layer can no longer provide protection to the steel.
Sampling electron microscopic component analysis of workpieces with severe white rust showed that the corrosion products formed on the surface of the galvanized layer were relatively loose, and a dense corrosion product film could not be formed to prevent further corrosion. Corrosion product powder was collected on the surface of the hot-dip galvanized layer where white rust occurred for X-ray diffraction analysis. The results showed that the corrosion product was composed of ZnCO3 and ZnO.
2. Causes of white rust formation
Zinc is a very active metal. When the surface of zinc is in contact with the surrounding moist air, it will first chemically react with moist water to form a layer of porous and sticky Zn(OH)2 corrosion products. Subsequently, zinc hydroxide will further react with carbon dioxide in the atmosphere to form a thin, dense, and certain adhesive basic zinc carbonate ZnCO3 corrosion product, which can prevent further corrosion of the coating.
When the galvanized parts are closely packed and placed in humid air, since there is no free-flowing air on the surface between the galvanized parts, the local surface of the coating will not be able to undergo the chemical reaction to form the protective film of the above corrosion products, but will undergo electrochemical reactions. Corrosion, forming white rust.
The formation mechanism of white rust is actually the principle of "oxygen concentration difference corrosion battery". The corrosion reaction that occurs when the plated parts are densely stacked in a humid environment can be simplified to the reaction that occurs in the water droplet that is squashed between the two galvanized layers, and the water droplet has only a small surface exposed to the air, close to the water droplet The oxygen supply of the zinc surface in the center and the zinc surface around the water droplet is different, which leads to the difference in the potential of the two zincs, thus forming an oxygen concentration corrosion battery.

The electrochemical corrosion rate is much higher than the chemical reaction corrosion rate, the zinc in the anode area will be corroded quickly, and the corrosion product is relatively soluble zinc hydroxide which has no protective ability.
Since it is difficult for CO2 in the air to enter the anode area, this prevents the transformation of zinc hydroxide to zinc carbonate, which plays a protective role, and after partial dehydration, it is mainly in the form of a mixture of Zn(OH)2 and ZnO (also known as the basic form) zinc oxide) exists. Corrosion products in this case cannot inhibit the continuation of the reaction. Usually, the white rust produced during storage and transportation is not too serious.
However, since the volume of metallic zinc is transformed into zinc oxide or zinc hydroxide, the volume will increase by 3 to 5 times, and the volume of the formed white rust will be larger, making the degree of corrosion appear to be much more serious than the actual situation. Because the galvanized layer on the surface of hot-dip galvanized steel is relatively thick, usually white rust has no obvious effect on the service life of hot-dip galvanized steel. The severity of white rust depends on the composition of the condensate between coatings and the duration in the environment.
Prevention and Treatment of White Rust
1. Prevention of white rust
Adequate precautions should be taken to prevent white rust when plated parts need to be packed closely together for storage and transport. White rust can be minimized by maintaining a low humidity environment around the plated parts and by ensuring adequate ventilation between stacked parts. Specific preventive measures include:
① After the hot-dip galvanized parts are cooled by water, they are surface treated. For example, galvanized pipes and hollow galvanized parts can be coated with a layer of varnish after galvanizing; products such as wire, plate and mesh can be waxed or oiled; hot-dip galvanized structural parts can be chromate passivated or chrome-free passivation.
② The plated parts should be placed in a dry and well-ventilated environment.
③ If the plated parts have to be stored outdoors, the plated parts should not be piled directly on wet soil or rotting vegetation, but should be raised from the ground and separated by narrow wooden strips so that there is free flow of air on all the plated parts. Plated parts should be placed on a slight slope to facilitate drainage.
④ When the galvanized steel needs to be transported by sea, since there may be condensation on the surface of the galvanized parts, it is better to use wooden strips for isolation packaging between the galvanized parts. Wood containing turpentine should not be used as slats for insulation because turpentine is inherently corrosive. When transporting and storing plated parts, dry wood strips that have not been treated with preservatives and fireproofing agents, such as poplar, locust tree and fir, should be used.
Small plated parts stored in containers are to be dried thoroughly before packaging. When sealing with a packing box, it is recommended to add some desiccant. At sea, especially in tropical seas, the humidity is high, and it is especially important to provide a dry and well-ventilated environment for hot-dip galvanized steel.
2. Treatment measures after white rust occurs
In most cases, white rust does not indicate that the zinc coating has been seriously damaged, nor does it necessarily mean that the service life of the plated part will be reduced. When white rust occurs, the previously densely packed plated parts should be laid out to dry the surface quickly and inspected immediately. When the white rust on the surface of the plated parts is slight, the rust should be wiped off with a dry cloth.
Because in a humid environment, very slight white rust on the surface of the plated parts may also hinder the formation of a protective film of basic zinc carbonate corrosion products. Moderate to severe white rust can be removed with a stiff brush, not a wire brush. After the white rust is removed, the thickness of the coating on the part where the white rust occurs must be checked to ensure that there is enough galvanized layer to protect the steel base.
On workpieces with white rust that have been stored for a long time, the typical white and gray corrosion products may turn black. When this happens, it means that a large amount of galvanized layer has been corroded and the service life will be reduced. In extreme cases, due to long-term storage in a harsh environment, serious white deposits or red rust have formed, which have damaged the service life of the plated parts, so it must be re-plated or partially repaired according to the methods specified in relevant standards.